
The adhesive used for paper tubes in China is generally based on white glue, and white glue has disadvantages such as low bonding strength and slow drying speed. However, with the rapid development of China's chemical fiber (filament), man-made plastic films and adhesive tapes in recent years, a large number of new adhesives for paper tube packaging are needed. This kind of paper tube, especially chemical fiber FDY tube, has high requirements for paper adhesive due to its fast rotation speed. At present, the decisive factors of the general roll tube speed in China are mainly the quality of the paper and the quality of the adhesive. It is required that the adhesive not only has good initial tackiness, high adhesive strength, but also must be fast-drying, otherwise it cannot enter the next process. In order to meet these requirements, the general practice is to increase the solid content and add some 107 glue in the paper glue to improve the initial viscosity and drying speed, but this must increase the cost of the product, and the effect is not good.
To this end, we adopted the process of copolymerization followed by cross-linking. By adding suitable additives, the original white rubber was modified to meet the requirements of good initial tackiness, high bonding strength, and fast drying speed.
1 Experimental section
1.1 Raw material base glue:
Polyvinyl alcohol (PVA), EVA emulsion, acrylic acid, and vinyl acetate (VAC). Additives: catalysts, emulsifiers, cross-linkers, plasticizers, fillers, etc.
1.2 Experimental methods
A certain amount of EVA emulsion, PVA, and emulsifier were added to a four-necked flask with electric stirring, reflux condenser, and thermometer, mixed and dissolved, then VAC, acrylic acid, and a catalyst were added for copolymerization, and the water bath was used to control the reaction temperature. After the polymerization reaction is completed, a cross-linking agent is added to perform the cross-linking reaction. Finally, the filler and plasticizer were added and stirred for 0.5 h. 1.3 Determination of the main technical indicators Solid content: Evaporation residue (gravimetric method); Viscosity: Determined by a NDJ-I rotary viscometer at a constant temperature of 25°C; MFT: Determined with a QMB minimum film-forming temperature meter; pH value: used Precision pH paper test.
2 Results and Discussion
2.1 Effect of reaction temperature
The fixed copolymerization reaction time was 5 h and the cross-linking reaction time was 3 h. The effect of different reaction temperatures on product performance was examined. The results are shown in Table 1.
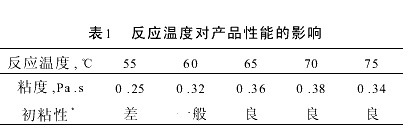
The experimental results show that the reaction temperature has a great influence on the viscosity and initial viscosity of the product. The temperature is low and the reaction is incomplete. The product has low viscosity and poor initial viscosity. The temperature is too high and the polymer backbone is too soft, which can affect the viscosity. Therefore, it is appropriate to control the reaction in the range of 65-70°C.
2.2 Effect of reaction time
The reaction temperature was fixed in the range of 65-70°C. The effect of different copolymerization reaction time (fixed cross-linking reaction time was 3 h) and different cross-linking reaction time (fixed copolymerization reaction time was 5.5 h) was compared, and the results were shown in the results. Table 2 and Table 3.
It can be seen that the reaction time has a great influence on the viscosity and initial viscosity of the product. As the reaction time increases, the reaction tends to be complete. Therefore, after 5.5 hours of copolymerization, the change in viscosity was not significant. After 2.5 hours of crosslinking reaction, the viscosity became stable. Considering the need of production operation and production capacity, the copolymerization reaction time was 5.5 hours and the cross-linking reaction time was 2.5 hours.
2.3 Selection of additives
The use of suitable additives can not only reduce the cost of the product, increase the solid content of the product, but also increase the drying speed. However, if it is not properly selected, it will not only increase the drying speed but also cause precipitation, which will affect the performance of the product. For this reason, we have selected dozens of tests among dozens of additives and screened several additives with good dispersibility and ability to react with the binder, and determined the amount of them (all base gums are used as the calculation basis).
(1) Emulsifier: It plays a better role in the stability of the base rubber and the dispersion effect of the filler. We use sodium lauryl sulfate as the emulsifier, with an amount of 1.5-2.5%.
(2) Catalyst: It is composed of hydrochloric acid and ammonium persulfate, which can adjust the pH of the reaction system and initiate the polymerization and cross-linking reactions. The dosage is 1.5-2.0%.
(3) Cross-linking agent: Although the medicinal starch can act as a cross-linking reaction with the base material under the action of the catalyst, it can prevent the precipitation of the filler and increase the viscosity, but it is easy to mold, which will affect the performance of the product. For this reason, we use a small amount of titanium dioxide as a cross-linking agent in medicinal starch, which can play a role in anti-mildew, and the dosage is 3.5-4.5%.
(4) Plasticizer: The MFT of the synthetic emulsion is low, indicating that the emulsion can be used at a lower temperature; otherwise, it must be used at a higher temperature. Otherwise, when the ambient temperature is lower than its MFT, the emulsion particles cannot aggregate and fuse to form a film, but become powdery or cracked. The addition of a plasticizer can improve the MFT of the emulsion, while external plasticization is a simple and easy method. Through screening, we used tricresyl phosphate as an external plasticizer in an amount of 5-7%. At this time, the MFT was 13-16°C.
(5) Filler: The purpose of adding the filler is to increase the drying speed and solid content of the product. We have selected several types of fillers, such as: light calcium, heavy calcium, talc, borax, china clay, clay, etc. Through experiments, we have found that the use of heavy calcium and borax in combination can increase the drying speed and increase the hardness of the film. The dosage is 3.5. -4.5%.
3 Product performance indicators and application effects
The main performance indicators of the product are as follows: (1) Properties: Uniform gray-white emulsion; (2) Solid content: 38-45%; (3) Viscosity: 0.36-0.38 Pa.s; (4) MFT: 13-16°C; (5) pH: 4-6; (6) Shelf Life:> 8 months.
In the textile equipment factory introduced the West Germany Majer company spiral paper tube machine trial, the effect is very satisfactory, the speed up to 16-20 meters / points (FDY type) and 20-23 meters / points (DTY type), its products Compressive strength corresponding to 650N/cm and 1350N/cm. The glue is also used in the production of other spiral web tubes, such as a variety of high-speed rolling BOPP film, DOy paper tube, silk roll carpet, etc., speed can reach 27 meters / min.
Source: 21st Century Fine Network
Plastic Stand Illuminated Globe
Lighted World Globes,Lighted Globe On Stand,Vintage Illuminated Globe,Antique Light Up Globe
Ningbo Holly Arts & Crafts Co.,Ltd. , https://www.world-globe.com