
Evaluation of the quality of five-layer crimping forming of steel drum
Tianjin Paint Coating Equipment Factory Wang Ying
The main factor affecting the sealing performance of steel drums in barrel production is hemming. Therefore, the quality of the steel barrel curling directly affects the quality of the steel drum.
The beading of the steel drum is mainly done by the crimping wheel. The curling wheel groove curve determines the quality of the crimping. According to the years of practical experience and accumulation of our factory barrels, and with reference to the foreign line barrel process technology, we have chosen a better curling groove curve size. In the actual production, it proves that the sealing effect is ideal. In addition, in order to extend the life of the crimping and improve its wear resistance, we use Cr12 steel for the material. At the same time, the surface heat treatment hardness of the curved portion of the crimping wheel groove reaches Rc58-62, and the surface finish requires 6.3. Taking the roller suitable for a thin steel plate with a thickness of 0.35-0.50 mm as an example, Fig. 1, Fig. 2, and Fig. 3 are the curve dimensions and assembly drawings of the crimping wheel.
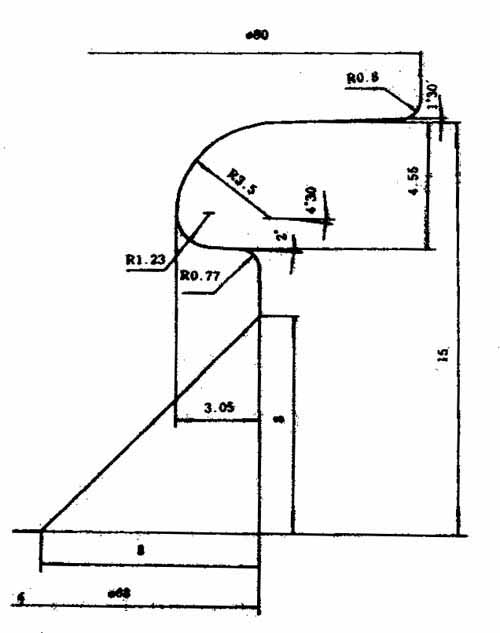
Figure 1 Partial section of the first roll side profile curve
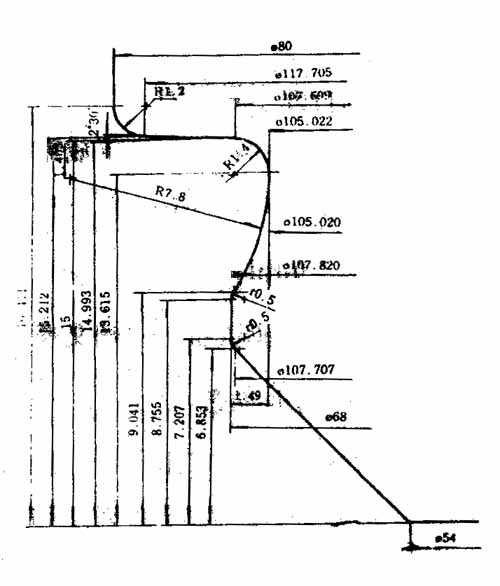
Figure 2 Partial view of the section curve of the second side wheel
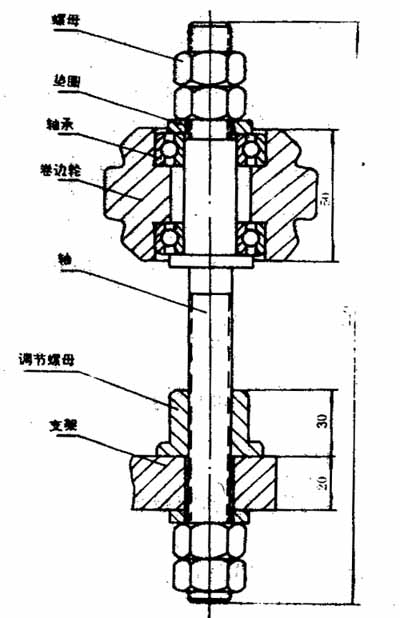
Figure 3 Rolling wheel assembly drawing
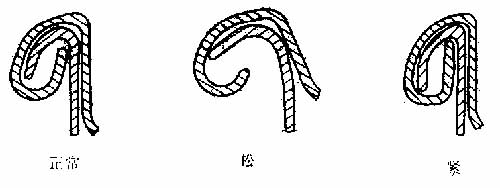
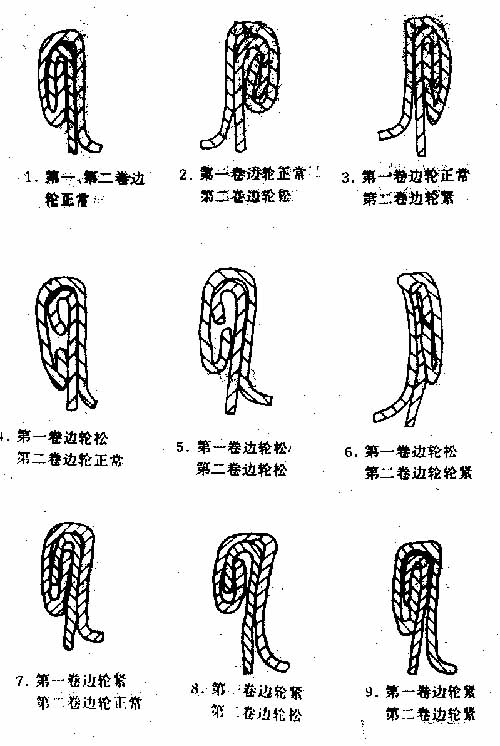
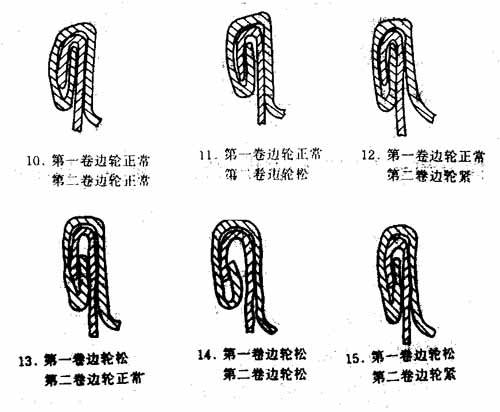
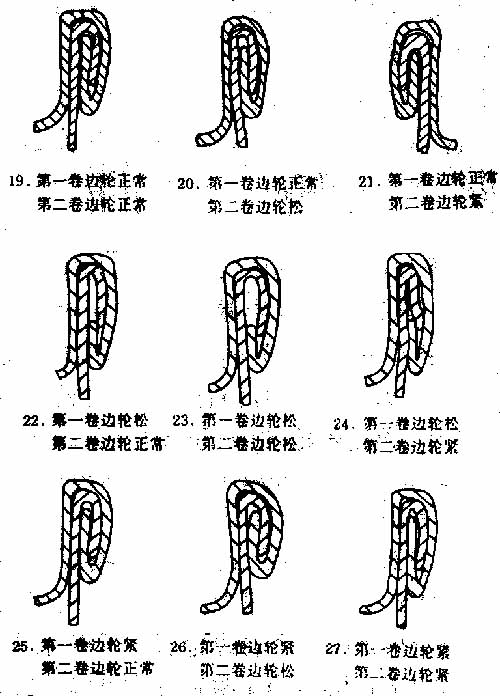
In addition to the curve of the curling wheel, the tightness of the barrel and the top and bottom of the barrel is also a very important factor affecting the quality of the steel drum seal. Although the current barrel making equipment has developed relatively well, it needs to be observed and appropriately adjusted during production and use. Among them, the human factor is one of the main factors. When the steel drum leaks, the operator analyzes the problems with the crimp seal. There are various reasons for affecting the quality of the curling edge, such as the crimping pressure (the degree of tightness of the crimping wheel), the thickness of the sheet, the curve of the crimping groove, the shape of the indenter, and the size of the flange. Here we focus on two factors: crimping pressure and lower tray pressure. The crimping of the steel drum is done by two different crimping wheels. The first roll side wheel and the second roll side wheel are loose, normal and tight when fed. There are 27 cases when the combination of the two factors comes. In this way, it is very difficult for the operator to analyze the crimping problem: it is not possible to quickly and accurately analyze which crimping wheel pressure is abnormal or the lower tray pressure is abnormal. In order to improve work efficiency, we have drawn these 27 cases into sectional views, indicating various lap elastic conditions. In this way, depending on the graph, it can be known which roll wheel or tray pressure is a problem. Re-adjust the pressure of the hemming wheel or the lower tray according to the corresponding figure, which can improve the ability of the operator to quickly adjust the curling wheel or the lower tray to ensure the quality of the steel barrel curling. Here, we attach a 27-inch picture of the curling situation, hoping to provide some reference for the peers.
First, the first roll side curling effect diagram
Second, the bottom tray pressure to maintain normal pressure under the condition of curling
Third, under the pressure of the lower tray, the curling effect diagram

Fourth, when the lower tray pressure is tight, the curling effect diagram
Explore Nails,Golden French False Nail,24Pcs Press On Nail,Long Coffin Flase Nails,Mix Color Coffin False Nails
Zhong Shan Senboma Artware Co.,Ltd , https://www.senbomanails.com