
The Design of Roll Sealing Roller and the Handling of the Quality of Roll Sealing in the Manufacturing of Steel Drums
Text / Xu Zhiwei
Abstract: 200-liter closed steel drums are the main products produced by steel drums of oil companies. At present, the crimping process of the barrel production line uses triple and seven-layer crimping. The key to get this type of curling is the groove curve of the sealing roller. Therefore, strict process design must be carried out in order to meet the curling shape, the number of layers, the degree of tightness and the sealing anti-leakage performance. At the same time, correct judgment and handling of defects in production can better meet the requirements of use.
Keywords: steel drum; roller design; groove curve; defect treatment
1 Introduction
The curve of the groove of the sealing roller plays a decisive role in the size and shape of the sealing. At present, there are no specific standards and regulations for the design of rollers in the country. Each steel drum manufacturer has designed a roll sealing wheel that meets the requirements according to user needs and own conditions. According to the experience of the steel drum industry, all major manufacturing enterprises adopt the involute law to design the wheel groove curve. The design of Tianyu Grease Co.'s sealing wheel is also designed according to this rule. The designed wheel groove curve is composed of multiple circular arc segments.
2 Roll seal design
The size of the pre-rolled flange at the top of the barrel is larger than the size of the flange at the barrel. During the sealing process, the roller first contacts the barrel top and rolls it. In this process, the curve of the roller groove is determined first. The curled shape of the top and bottom of the barrel. The barrel body is squeezed and curled during the curling process of the top and bottom of the barrel.
2.1 Roller curve analysis
We conduct a specific analysis through a commonly used curve shape of the first track roller using the triple seven-layer hemming process.
In Fig. 1, the DE segment is a slanted surface with an inclination angle of a. At the beginning of the roll sealing, the bottom of the top of the barrel first touches this surface. The angle a is an important parameter of the head roller. If the angle is too small, it will increase the feed friction. The wear of the roller will increase, and the formation of the arc section of the triangle area is relatively sudden; too much angle a will affect the formation. According to the experience of most domestic steel drum manufacturers, the angle a generally takes a value of 5 ° -8 °.
The CD segment is a circular arc segment, which is the transition stage of the roll seal. The radius of curvature R is an important parameter at this stage. Its size will determine the forming. If R is too large, it will cause a large resistance, and the next stage will be incomplete; R is too small, then It will lead to complete molding in advance, and fail to achieve the purpose of roller design molding.
The BC section is also a circular arc section, which is a roll forming section. The curvature radius R here is different from the curvature radius of the previous stage, but the curve of the two stages is a smooth transition. R is still an important parameter in this stage, and its size is directly Determines the degree of tightness of the curling and the number of curling layers. If R is too large, the larger the curling arc will be, the sealing layer will not be pressed tightly, the internal structure is loose, and the gap between the layers is larger, which seriously affects the sealing performance; if R is too small, the rolled layer cannot be pressed In the arc area, the curling shape cannot be completely formed. The AB section in the picture is a straight section, which is the final stage of the roll sealing process. When the roll sealing is completed, it is convenient for the roller to withdraw from the barrel.
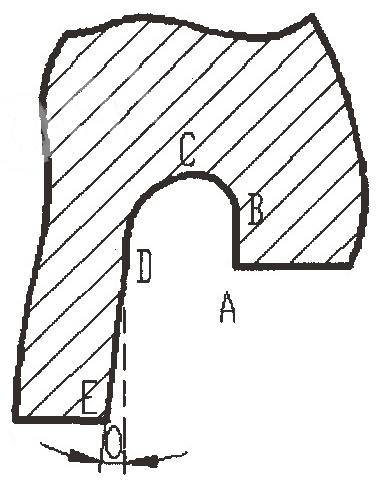
Figure 1 Example of the curve of the first track roller
2.2 Mathematical modeling and analysis
After the above analysis of the curve shape of the crimping wheel, we use the theoretical curve of the roller, that is, the involute graph to establish the coordinates to obtain the relationship between the radius of curvature and the thickness of the steel plate material and the number of curling layers.
As shown in the figure, draw a circle with O as the center of the circle, r as the radius, and take O as the origin, straight line OA as the coordinate axis, and straight line OT as the coordinate Y axis to establish a coordinate system. A is the starting point of the involute line, point M is any point on the involute line, BM is tangent to the circle, and the tangent point is B, taking BOA = ∅.
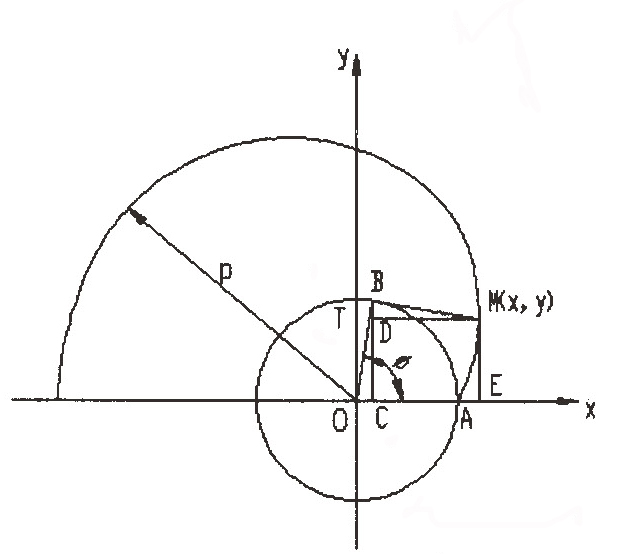
Figure 2 Involute diagram of roller theory
According to the involute law, BM = AB = r∅, the ME vertical X axis, BC vertical OA, MD vertical BC, then the angle MBD = ∅, we get:
X = OE = OC + CE = OC + DM = rcos∅ + r∅sin∅
Y = EM = CD = BC-BD = rsin∅ 一 r∅cos∅
Thus, the curve equation is:
X = r (cos∅ + ∅sin∅)
Y = r (sin∅ -∅cos∅) (1)
Convert to polar coordinate equation:
P2 = x2 + Y2 (2)
Substituting equation (1) into equation (2), we have:
P = r2 + ∅2
The angle ∅ is from 0 to π, that is, the above equation is the polar coordinate equation of the groove groove curve of the sealing roller. The value of the base circle radius r is mainly related to the thickness of the material and the number of curling layers. Therefore, it can be estimated by the following formula:
r = n · tr
Among them, r is the radius of the base circle of involute; t is the thickness of the steel plate material; n is the number of curling layers, and n = 7 if there are seven layers of curling.
2.3 Groove design of roll sealing roller
According to the involute polar coordinate equation of the wheel groove theory obtained in section 2.2, the theoretical curve is obtained by replacing the theoretical curve with the closest circular arc segment of curvature to obtain a more ideal wheel wheel groove curve.
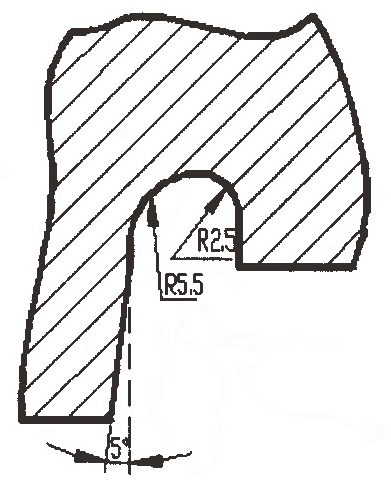
Figure 3 The shape of the first roller groove
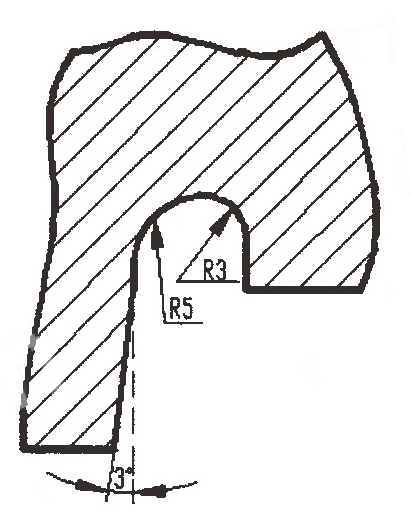
Figure 4 Two roller groove shape
Rolling wheel groove processing is an important part of rolling wheel processing. To achieve accurate processing, generally a wheel groove model is made according to the processing drawing, and then the template is used to check whether the groove shape of the roll wheel groove meets the requirements. In the processing of wheel grooves and samples, try to make the surface smooth and smooth transition. The material of the wheel groove model is 15 # steel, and the heat treatment requires HRC56-62; the material of the roller is generally tool steel or rolling bearing steel, which is first rough-machined and then heat-treated. The requirement is HRC62-66, and finally the finish is processed to ensure its surface accuracy.
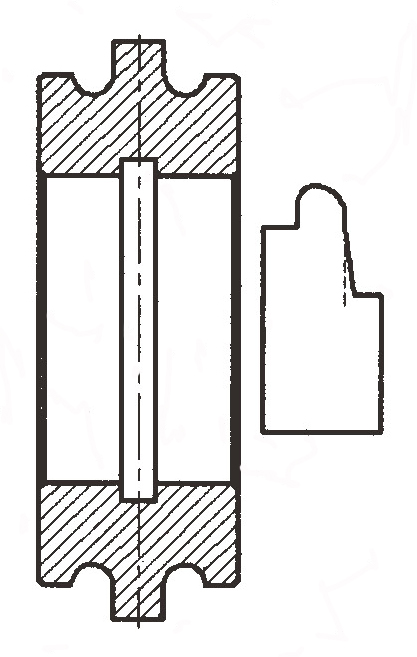
Figure 5 Sketch of the processing of roll sealing roller and groove model
In the actual production, the shape of the roller groove is not only related to the above parameters, but also related to the size of the barrel body and the bottom cover flange. In the design of the roll sealing roller, the design of the roller groove is a steel drum sealing process Core technology, a good roller can greatly reduce the quality problems that occur in the package.
3 Cause analysis and defect treatment of roll seal quality problems
3.1 Quality requirements of the roll sealing process
The roll sealing process is the most important and most prone to quality problems in the production of steel drums. The quality of the roll sealing directly affects the performance of the steel drum. For the drum drum packaging and matching process, the quality requirements are as follows:
(1) The surface of the roll layer is smooth and flat;
(2) No iron tongue, burrs, or wire cutting shall be allowed on the curling edge;
(3) There must not be two indentations on the curling edge;
(4) The gap between the roll layers is filled with a sealant with good viscosity and elasticity.
3.2 Analysis and solution of the quality problems of roll seal
In the process of packaging and matching of steel drum coils, various quality problems often occur. This is a new problem encountered after the application of triple seven-layer hemming technology. The current domestic steel drum manufacturers' measures to deal with these technical problems are to adjust equipment parameters Or the wheel parameters, etc., can not actively solve these problems fundamentally, we will analyze the common problems below.
Table 1 Analysis of steel drum roll seal quality problems and solutions
Serial numberQuality issues
legend
problem analysis
solution
1
Hard edges on the curled back

The bottom roller is too low
Wrapped pressure plate is not correct
Roll seal pressure plate wear
Lift the top roller or tighten the bolt
Adjust the roll sealing pressure plate
Replace pressure plate
2
Sharpen the top

The roller groove is wrong
Poor lubrication
Idler position is not correct
Replace the correct roller
Roller increases lubricating oil
Adjust its position
3
Bucket turned around

Flanging outside deformation
The top and bottom rollers are installed too high
Trim cuffs
Adjust the idler
4
Bucket top and bottom

Deformation of the top and bottom of the barrel
Excessive welding volume after cracking at the top and bottom of barrel
Trim the top and bottom of the barrel
Repair welding position by hand grinding wheel
5
Tongue and wire cutting

Seal the wheel with the wrong roll
Incorrect roller geometry
Improper position of the second wheel
Replace roll seal
Redesigned scroll wheel
Adjust the position of the second wheel
6
The bottom edge of the top of the barrel can't be hooked

Wheel groove wear
The roller adjusts the screw to move backward
Missing corner after punching the top and bottom of the barrel
Replace the roller
Locking screw
Check stamping die
7
Internal self-volume

Small barrel size
Cylinder pressure is too high
Poor quality of barrel cuff
Adjust cuff size
Adjust to reduce cylinder pressure
Adjust cuff size
8
One wide and one narrow

Improper position of the second wheel
Improper groove of two wheels
Adjust the position of the second wheel
Redesigned two wheels
9
Groove marks or bulges on the outside

Improper operating procedures
Second wheel wear
Adjust operating procedures
Replace the second wheel
10
Horizontal gap

Incorrect roller geometry
Redesign, replace the roller
11
Bump hit

Improper operation
Corrective action
4 Summary
As a commonly used metal packaging container, steel drums have to withstand the impact of various harsh conditions. This performance is the test of all process indicators except its appearance. The roll packaging and matching process is the top priority in all processes. The quality of the steel drum roll seal directly affects its performance. The quality of the operator, process equipment, process technology, etc. will have an impact on the quality of the crimping. In addition to the external factors, the quality of the crimping is also very important. It is currently the focus of our company's steel drum production process. Of course, while improving the quality of the hemming, it is also important to strengthen the skill level of the operator. In short, the manufacture of steel drums is a long road of exploration. The emergence of new technologies has caused new problems. We should understand what factors cause quality changes in the production process. These factors must be analyzed one by one and eliminated in processing. Or greatly reduce the impact of these factors. This will be a process of continuous improvement and an endless process.
references
1 Yang Wenliang, Xin Qiaojuan. Metal packaging container-steel drum manufacturing technology. Printing Industry Press, June 2007
About the Author
Xu Zhiwei, graduated from Southwest Petroleum University in July 2007 with a major in process equipment and control engineering, is a mechanical assistant engineer. Now he is engaged in steel drum production and equipment technology management in the comprehensive workshop of Sichuan Tianyu Grease Chemical Co., Ltd.
Wall Mounted Bath Shower Faucets
We always adhere to the first-class technology, first-class quality, first-class service to win customers trust.The wall mounted bath shower faucets contain only top-quality, carefully selected metal parts, guaranteed to last for years regardless of intensive use. Non-corrosive, minimalist style, give an elegant look to any bathroom decor!
Wall Mounted Bath Shower Faucets,Bath Shower Set,Shower Tap Set,Bath Shower Mixer Set
Kaiping Yufa Sanitary Ware Co.,ltd , https://www.yufabathroom.com