
Talking about energy saving, consumption reduction and efficiency improvement of stamping processing technology
Text / Wang Qingsong
With the rapid development of the processing industry, the precision and processing quantity of stamping processing are constantly increasing to meet the demand for various processed parts in various fields of society. The products offered by the stamping industry often have characteristics of multiple varieties, multiple batches, small batches, and non-standards, which are accompanied by a sharp rise in processing costs and insufficient processing capacity. Therefore, how to coordinate a variety of types, small batches, short delivery times, low-cost production mode, that is, how to reduce costs and improve efficiency as much as possible under the premise of ensuring product quality is a problem that our practitioners need to consider and solve.
I. Analysis of energy consumption and efficiency of stamping processing1. Problems in the processing technology
In the stamping processing enterprises, enterprise managers pay more attention to sheet metal processing precision and processing capability. The usual idea is whether a part can "do it" and "can do it well", often ignoring the cost of processing the part. At the same time, in the process of programming, technicians tend to pay more attention to the processability and processability in the process, making the parts processing method simpler, faster processing speed and higher precision. Phenomenon, etc., easily cause waste of personnel, equipment, energy, etc.
2. Problems in the process
In the actual production process, due to the particularity of the industry itself, many shop managers usually arrange the processes of small workpieces on large equipment for the purpose of grabbing tasks, completing plans, etc., or simultaneously launching multiple devices to produce the same This kind of parts is undoubtedly a great waste of energy.
Second, the energy saving and efficiency improvement of stamping processing1. Appropriate adjustment of the process route of the parts
Like most companies, our company's process routes and process cards are strictly in accordance with process standards. In actual production, it is found to be good according to tradition and rules. However, there are still many areas for improvement in terms of energy and efficiency.
Taking a certain part of our company as an example, the original processing technology is 2mm×1250mm×2000mm rough material under the shearing machine, and the CNC turret is punched. The part needs turret to punch four sides and 2-φ10.5mm hole (Fig. 1), because all four sides need to be punched, the processing time is longer, and limited by the performance of the turret, the material quota is large (part of the punching, part of the edge). After the on-site operation observation, it is decided to cut the material directly from the shearing machine to the small finished material. The turret punching only needs to punch two oblique sides and 2-φ10.5mm holes (Fig. 2). It is necessary to rush 31s for the turret of the former turret, and only 10s after the optimization of the process. The processing content is changed from the original punching of four sides and the hole of 2-φ10.5mm to the hole of only two oblique sides and 2-φ10.5mm, and the punching length can be reduced by 544mm, which improves the production efficiency and reduces the efficiency. The mold is worn. At the same time, there is no need for turret punching, material blanking does not need to consider the amount of punching and parts edge, the material quota of parts is reduced from 0.372kg to 0.238kg, a reduction of 36%.
2, the appropriate use of tooling
In the actual production process, due to various constraints, the degree of automation is not advanced enough, the processing efficiency is low, and the manpower is large. If the design uses appropriate tooling to batch and stream the production workpiece, this phenomenon can be greatly improved. In actual production, the work of the CNC bending group in the machine shop is the key point and difficulty of the Ministry of Industry. In order to improve production efficiency and product quality, the Ministry of Construction often needs to work on a large shift every day to increase production time. To increase production.
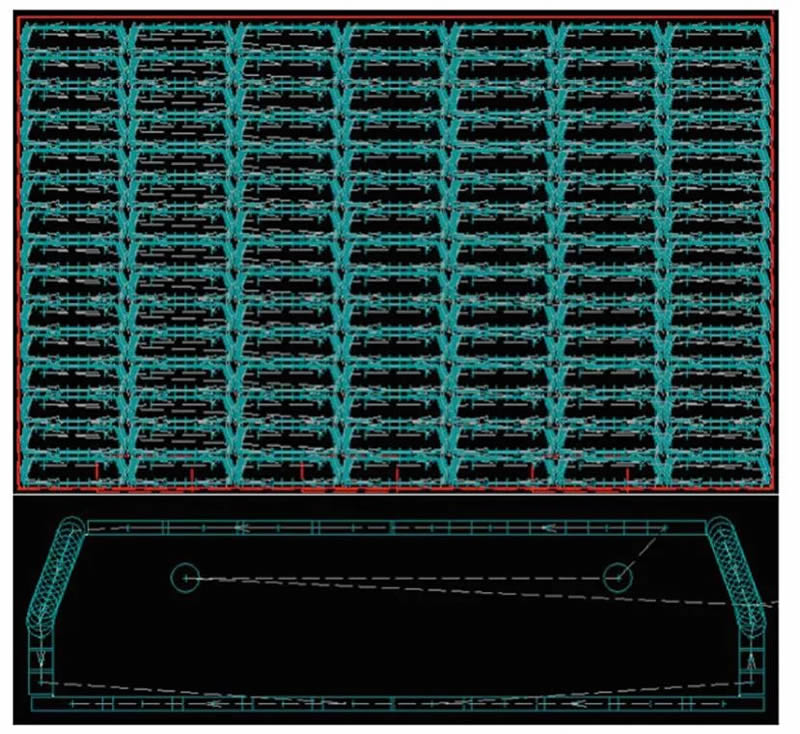
Figure 1 Original turret punch typesetting and blanking track
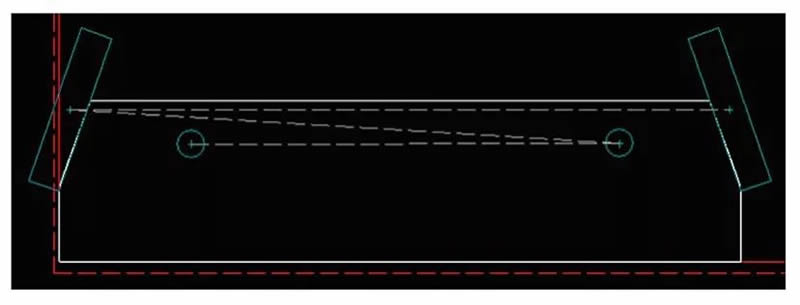
Figure 2 Optimized turret punching trajectory
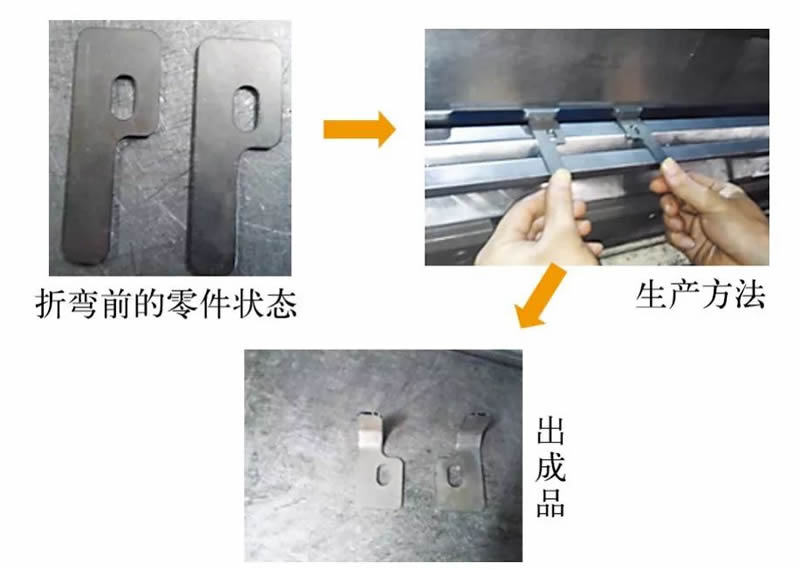
Figure 3 Improve the production process of the pre-product
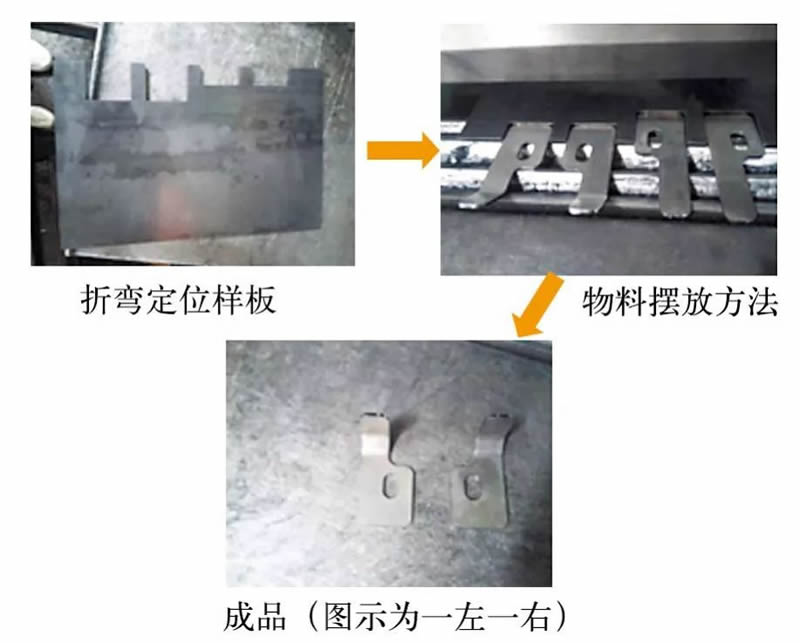
Figure 4 Improved product production process
Take SZ1304-3-47A-122/123 as an example. Before using the tooling, according to the traditional production mode, after adjusting the first piece on the CNC bending machine, the two pieces are produced. Because the parts are small, the operator needs to hold the hand. Production (Figure 3), there are unsafe factors, and the production efficiency is low, the class production is 160 sets. After using the tooling, the bending auxiliary template can be used to make four pieces at a time, and the two parts can be bent in two steps, and the processing size is stable, which satisfies the process requirements (Fig. 4). It not only guarantees production, improves production efficiency, but also guarantees the quality of the products. The production capacity is 400 sets.
3. Optimize the production process of parts
Our company's flat laser cutting equipment is always facing the problem of insufficient capacity. Therefore, in the actual production process, through trial production, some parts are cut by collinear cutting during NC programming, reducing the number of perforations, saving cutting time and improving production efficiency. At the same time, the waste is reduced and the utilization rate of the board is improved.
(1) Originally processing 204 pieces of ES554-47G-425, it is necessary to perforate 204 times of laser equipment, and it needs 550mm×1030mm×4mm raw material of steel plate, which takes 4280s. After the optimization procedure, the same number of parts are processed, and the laser equipment needs to be perforated 44 times. Reduced by 160 times, only need 550mm × 830mm × 4mm steel plate, it takes 2100s, saving 2180s, saving material 550mm × 200mm × 4mm, increasing production efficiency by 100%, material utilization rate increased by 24%.
(2) A kind of floor produced by laser cutting of our company. When the original processing, the floor and the cover are separately processed. The initial production mode is to collect the residual materials after the floor processing, and to produce the cover after the second cutting. 5 is shown. By collinear cutting, according to the optimized discharge pattern processing of Fig. 6, two parts can be produced at the same time, which not only reduces the waste, but also greatly improves the production efficiency, reduces the time of reprocessing, and greatly saves energy consumption.
4. Improve traditional crafts
(1) Change the way of profile cutting.
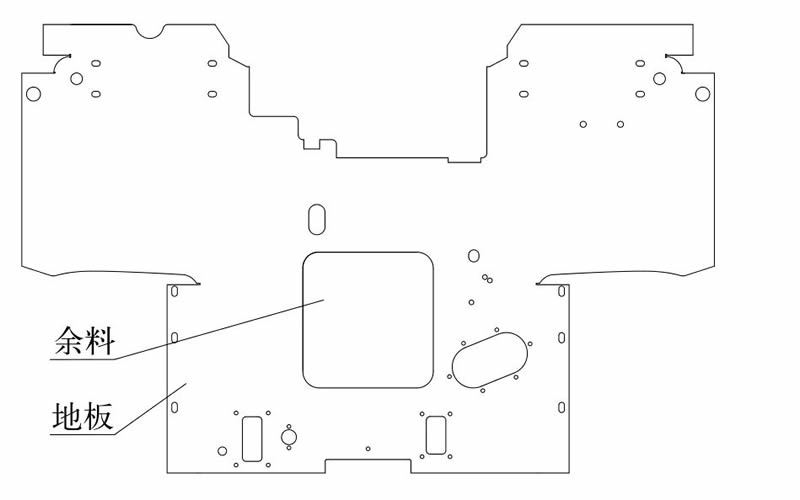
Figure 5 Optimized front discharge map
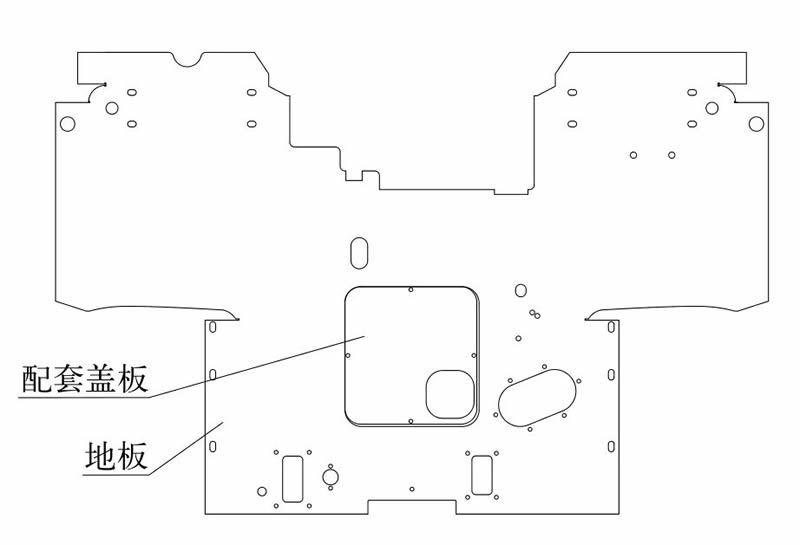
Figure 6 Optimized marker
Table 1 Sawing time composition

The cold-formed steel for structural use is the main component of our company's products. The main way of cutting the original profile is the sawing of the sawing machine, which is limited by the working principle of the sawing machine. The sawing process is slow and the production is low. At the same time, the use of coolant, saw belts and saw blades during the operation of the continuous noise, resulting in poor on-site operating environment. Table 1 shows the time composition of a sawing process. It can be seen that the working time of the sawing machine itself occupies a large proportion, and during this time period, the operator does not produce effective labor, which is a useless operation time for the operator, which greatly restricts Production efficiency. Combined with the existing resources and process level of the production site, the mold cutting method is used instead of the traditional sawing machine to cut the material, which greatly improves the production cycle, from the original 35s to 5s, and the appearance quality of the section is also obvious. Improvement.
(2) Change the processing method of the vertical hole through the profile.
For the processing method of the rectangular tube up and down through the long round hole, the processing technology is usually: fitter scribing-dotting-drilling machine pre-drilling-milling milling-deburring, the processing method is numerous, the size control point is more, the coaxiality is not It is well guaranteed that the burrs in the tube are not easy to clean, and it is easy to accumulate errors, and the turnover between processes is frequent, requiring more equipment and manual participation, and the production efficiency is low. In response to this phenomenon, the technicians have designed and produced a single punching and double-hole mold after many experiments. The advanced operation method is more than 40 times more efficient than the sheet metal processing method, and no deburring process is required, which greatly reduces the scrap rate. Reduce the turnover between processes, labor, energy consumption, etc. are significantly reduced.
Third, the conclusionIn the sheet metal processing industry, cost and efficiency are always a big problem. How to find the balance point requires us to pay attention to and explore in the actual work. I believe that the work of energy saving and efficiency improvement is gradually implemented. The development of enterprises will reach new heights in all aspects of enterprise production.
Classic Cast Iron Clawfoot Bathtub Design. Feet Available in White , Black, Polished Chrome, Brushed Nickel and Oil Rubbed Bronze.
Clawfoot Tubs,Clawfoot Bathtub,Cast Iron Clawfoot Tub,Clawfoot Tub Shower
Anping Sunshine Sanitary Ware Co., Ltd. , https://www.sunshinebathtubs.com